


泵壳叶轮修复料
关键词:
所属分类:

服务热线:
泵壳叶轮修复料
|
产品名称 |
泵壳叶轮修复料 |
|
型号 |
LJ-BYXF719 |
|
规格 |
A:6KG/ 桶、B:3KG/桶;A:B=2:1, 9KG/套 |
|
生产日期 |
见箱内合格证 |
|
包装 |
9KG/ 套,1套/箱 |
|
作用 |
环保型耐磨内衬材料,不易燃,使用安全,超强耐磨性能耐酸碱,主要使用于叶轮、蜗壳、吸入盖、前后护板、吸收塔排浆泵、纸浆泵、搅拌器等过流部件耐磨耐酸碱修复及内衬防护 |
陶瓷颗粒球修复工艺:

1)表面处理、粗化(将金属表面的灰尘、脏物、油、脂等其他附着物清除干净,露出金属光泽,没有喷砂设备可以使用打磨方法将表面粗糙化,来增强修复材料与金属的吸附能力)

2)将A组分和B组分调制均匀(叶轮、泵壳修复料为双组分产品,按照重量比A:B=2:1;使用铲刀充分混合,混合时间为3-5分钟。常温下,混好的材料,必须在25分钟内用完,否则材料变硬,不利于操作)

3)涂抹施工(为了方便抹平表面,用热工具抹刀把混合好的小颗粒碳化硅用劲刮涂到待修复防护的表面上,在半固化时,将涂层拍紧压实,烫平整图层表面。)
注意事项:
1、建议施工温度在5-32℃下进行,相对湿度低于85%;
2、建议小颗粒碳化硅耐磨涂层厚度在2mm以上;
3、在冬天温度较低时,固化时间应延长如需加速固化,可将工件放入烤箱为65℃加热保温2小时;(在低温情况下,A组份将硬化,可以放到暖气片上将A组分加热或者热风吹,将其软化后使用,并不应响材料的性能。)
4、对穿孔或悬空部位的修补,可将混合后的小颗粒碳化硅放置15分钟,待表面初固化,填补穿孔部位或悬空处,材料不至于流挂和塌陷。
材料质量要求
材料物理特性:
|
物理性能 |
防腐、耐磨 |
|
抗拉强度 标准值≥25MPa |
82.13Mpa |
|
弯曲强度 标准值≥26MPa |
82.5Mpa |
|
粘结强度 |
极强 |
|
冲击值 标准值≥0.41J/cm² |
0.9J/cm² |
|
使用温度℃ |
200℃ |
|
巴氏硬度 标准值≥40 |
90 |
|
化学性能 |
耐酸碱性能好 |
修复案例
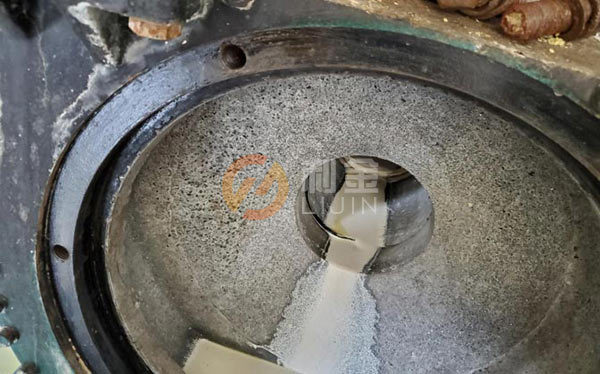
钛白粉浆液输送,使用6个月检修,此图为泵体情况磨损极低,腐蚀极低。

广西富生锦冶炼浆液输送,使用8个月检修,此图为泵体情况磨损极低,腐蚀极低。此工位属于高磨损高腐蚀工位。

广西富生锦冶炼浆液输送,使用8个月检修,此图为泵前盖板情况磨损极低,腐蚀极低。此工位属于高磨损高腐蚀工位。
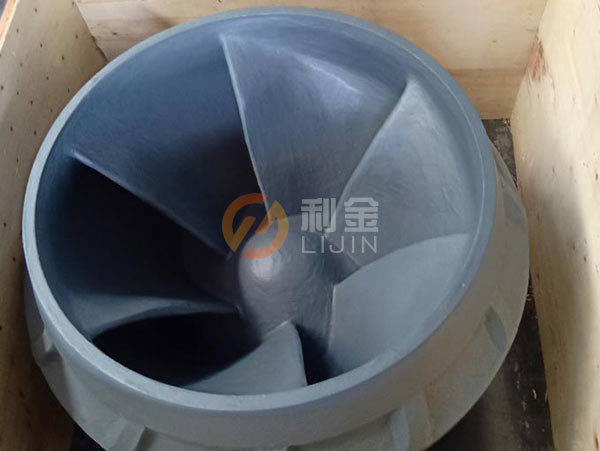
叶片修复

叶片修复

叶片修复

叶片修复

蜗壳修复

小型蜗壳修复

吸入盖修复

蜗壳修复现场
更多行业应用

电力行业

化工行业
机械行业
产品优势

1.整体强度高
主体为复合材料,耐磨性可达到中碳钢的1-4倍。耐磨涂层与工件结合牢固,不易脱整体性能优异。

2.适用性强
可适用于各类酸碱工况,以及各类高低温工况(~60°C-80°C)

3.修复速度快
无需技术与特定设备可快速修复各类过流冲蚀或腐蚀的设备,减少停机时间。

4.修复成本低
可反复修补,修复成本只有新件的约40%,并能节省更多时提高生产效率。
相关产品
在线咨询
Copyright © 2022 山东利金新材料科技有限公司